Induction Soldering Brass Connector Sa Solar Panel Sa IGBT Induction Heater
Layunin Solder ng tatlong konektor ng tanso nang paisa-isa sa isang solar panel junction box nang hindi nakakaapekto sa mga sangkap sa kantong kahon
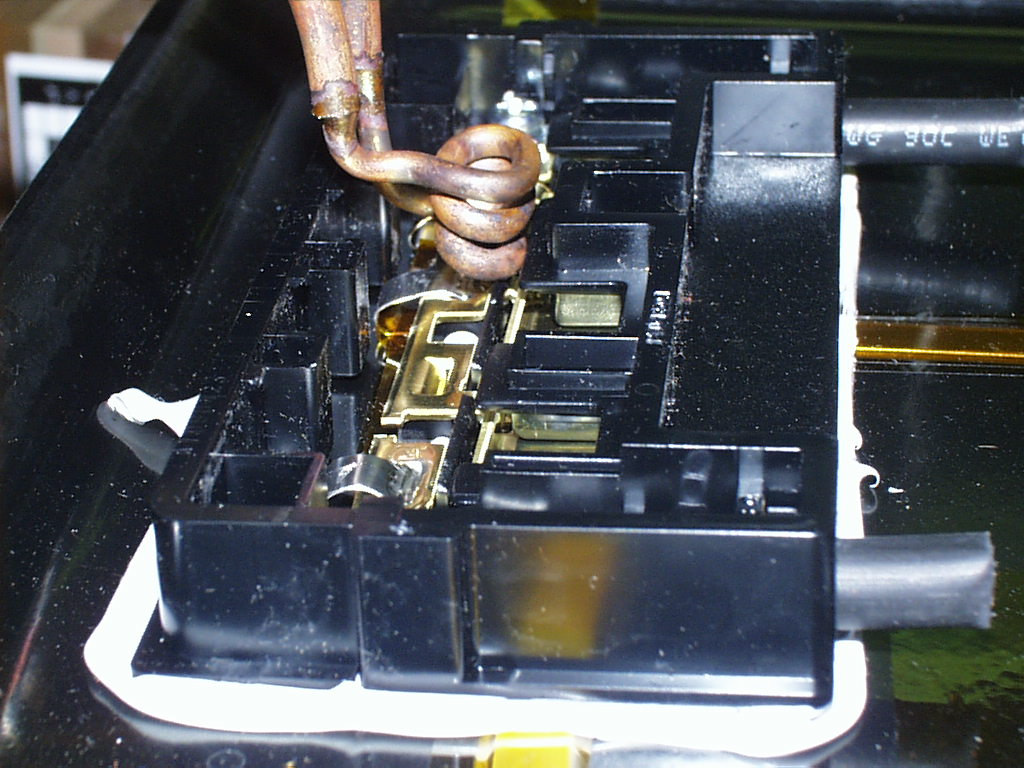
Material Solar panel junction box, brass connectors, solder wire
Temperatura 700 ºF (371 ºC)
Dalas 344 kHz
Kagamitan • DW-UHF-6 kW induction heating system, nilagyan ng isang remote workhead na naglalaman ng isang 1.0 μF capacitor.
• Isang induction heating coil na partikular na idinisenyo at binuo para sa application na ito.
Proseso Ang isang tatlong turn hugis-itlog na hugis ng helical coil ay ginagamit upang magpainit ng mga konektor. Ang isang piraso ng wire ng panghinang ay inilalagay sa magkasanib na lugar at ang bawat kasukasuan ay pinainit nang magkahiwalay sa loob ng 5 segundo upang maghinang ang konektor. Ang kabuuang oras ng proseso ay 15 segundo para sa tatlong mga kasukasuan.
Mga Resulta / Mga Benepisyo Ang pagpainit ng induksiyon ay nagbibigay ng:
• Natukoy ng katumpakan ang pag-init lamang sa magkasanib; ay hindi nakakaapekto sa mga nakapaligid na bahagi
• Ang lokal na init ay gumagawa ng malinis at malinis na mga joint
• Gumagawa ng mataas na kalidad, mga resulta ng paulit-ulit
• Kahit pamamahagi ng pag-init