


Induction Brazing Copper Tube
paglalarawan
Induction Brazing Copper Tube na May Mataas na Dalas ng RF Heating Equipment
Layunin ng pananaliksik
Upang magpainit ng pagpupulong ng tubo sa tanso sa isang diertong kapaligiran sa 1450 ° F sa loob ng mga segundo ng 45 para sa pagpapatigas na walang pagkilos ng flux o paghugas ng acid na malinis.
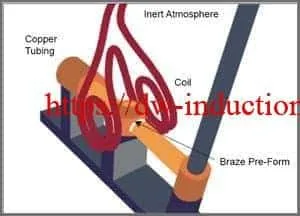
Paglalarawan ng Mga Bahagi at Materyales
Copper tube assembly, temperatura sensing paint, braze pre-forms
Kinakailangan ang Temperatura
1450 ° F
Induction Heating Equipment
DW-UHF-10kW Induction Heating power supply, remote heat station na may dalawang 1.25 microfarad capacitors (pinagsama-samang capacitance na 0.625 mfd.) At isang espesyal na idinisenyo na inductor (coil)
Operating Dalas
400kHz
Paraan ng Pag-init
Ang pagsusuri ay ginawa sa ABS Mark 2 na naglalaman ng isang timpla ng 95% Argon at 5% Hydrogen gas. Ang isang espesyal na dinisenyo, apat na hating split helical inductor ay ginamit upang magbigay ng pinakamainam na pag-init sa magkasanib na lugar ng pagpupulong ng tubo. Pagkatapos ng unang pagsusulit ay isinagawa na may hubad na mga bahagi at temperatura sensing paints upang magtatag ng mga oras-to-temperatura at mga profile ng pag-init, isang temperatura ng 1450 ° F ay naabot sa mga segundo ng 45 upang matunaw ang mga pre-form na brazing.
Konklusyon
Ang mga matagumpay na resulta ay nakamit sa 1450 ° F sa loob ng mga segundo ng 45. Dahil ang init ay nagsasagawa sa pagpupulong ng tubo, ang mga kasunod na joints sa parehong pagpupulong ay nangangailangan ng mas kaunting oras. Ang pagpapatugtog ng tanso na tube assemblies ay isang mahusay na aplikasyon para sa induction heating.




