Induction preheating welding automotive transaxle
paglalarawan
Induction preheating welding automotive transaxle
Layunin: Upang mapainit ang isang 3.6 "(91 mm) sa labas ng diameter ng bakal na guwardya na may tatlong mga linya ng hinang sa 662 ºF (350 ºC) na ang bawat linya ng hinang ay pinainit sa temperatura sa loob ng limang segundo
![]() Material: Nagbigay ang customer ng 3.6 "(91 mm) OD steel axle
Material: Nagbigay ang customer ng 3.6 "(91 mm) OD steel axle
Temperatura: 662 ºF (350 ºC)
Dalas ng pagpapakita: 121 kHz
Kagamitan: DW-HF-45kW 50-150 kHz induction heating system nilagyan ng isang remote heat station na naglalaman ng walong 1.0 μF capacitor sa serye na parallel
- Isang solong posisyon na panloob na nanganak induction heating coil dinisenyo at binuo partikular para sa application na ito.
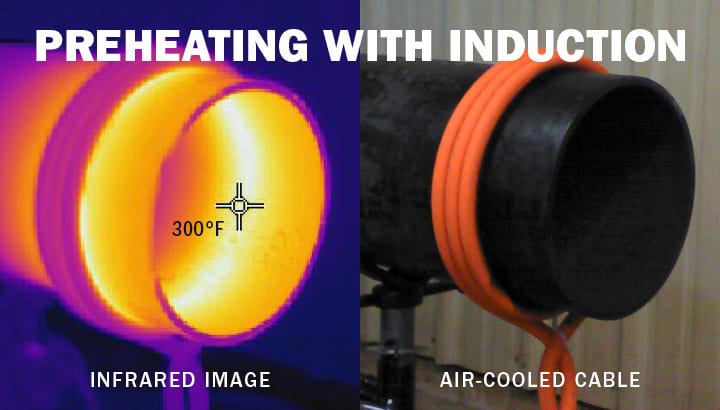
 Proseso ng Preheating sa Induction: Ang bakal na axel ay pininturahan ng temperatura na nagpapahiwatig ng pintura at isang thermocouple ay nakakabit sa bahagi. Ang coil ng induction heating ay inilagay sa loob ng bakal na axel at ang power supply ay nakabukas. Pinapagana ng pamamaraang ito ang linya ng hinang upang maiinit sa 662 ºF (350 ºC) sa loob ng limang segundo ayon sa ninanais ng kliyente. Ang supply ng kuryente ay may kakayahang mai-program upang patayin pagkatapos ng nais na oras ng pag-init - limang segundo sa kasong ito. Pagkatapos, ang likaw ay maaaring ilipat sa pangalawang linya ng hinang, at ang pangatlong linya ng hinang.
Proseso ng Preheating sa Induction: Ang bakal na axel ay pininturahan ng temperatura na nagpapahiwatig ng pintura at isang thermocouple ay nakakabit sa bahagi. Ang coil ng induction heating ay inilagay sa loob ng bakal na axel at ang power supply ay nakabukas. Pinapagana ng pamamaraang ito ang linya ng hinang upang maiinit sa 662 ºF (350 ºC) sa loob ng limang segundo ayon sa ninanais ng kliyente. Ang supply ng kuryente ay may kakayahang mai-program upang patayin pagkatapos ng nais na oras ng pag-init - limang segundo sa kasong ito. Pagkatapos, ang likaw ay maaaring ilipat sa pangalawang linya ng hinang, at ang pangatlong linya ng hinang.
Mga Proseso ng Mga Resulta / Pakinabang: Sa pamamagitan ng coil na nasa loob ng ehe, hindi ito makagambala, at madali itong maililipat sa susunod na linya ng hinang.
- Bilis: Ang induction at ang ipinanukalang proseso ay nagbibigay-daan sa mga linya ng hinang na maiinit sa temperatura sa loob ng naka-target
oras
- Libreng pagsubok sa lab: Ito ay isang bagong proyekto para sa kliyente, at ang pagsubok sa HLQ Lab Service Request na pinagana ang kliyente
subukan ang kanilang aplikasyon at isang makabagong diskarte ay dinisenyo




