Induction Heating Molding Catheter Tip Sa IGBT High Frequency Heating Units
Layunin Magpainit ng mandrel ng bakal na cooled ng tubig sa 700 ° F (371ºC) upang makabuo ng isang mataas na kalidad na Teflon catheter tip.
Material Teflon tubing tubing, mandrel assembly
Temperatura 600-700 ° F (315-371ºC)
Dalas 376 kHz
Kagamitan • DW-UHF-6 kW induction heating system, nilagyan ng isang remote workhead na naglalaman ng isang 0.66μF capacitor.
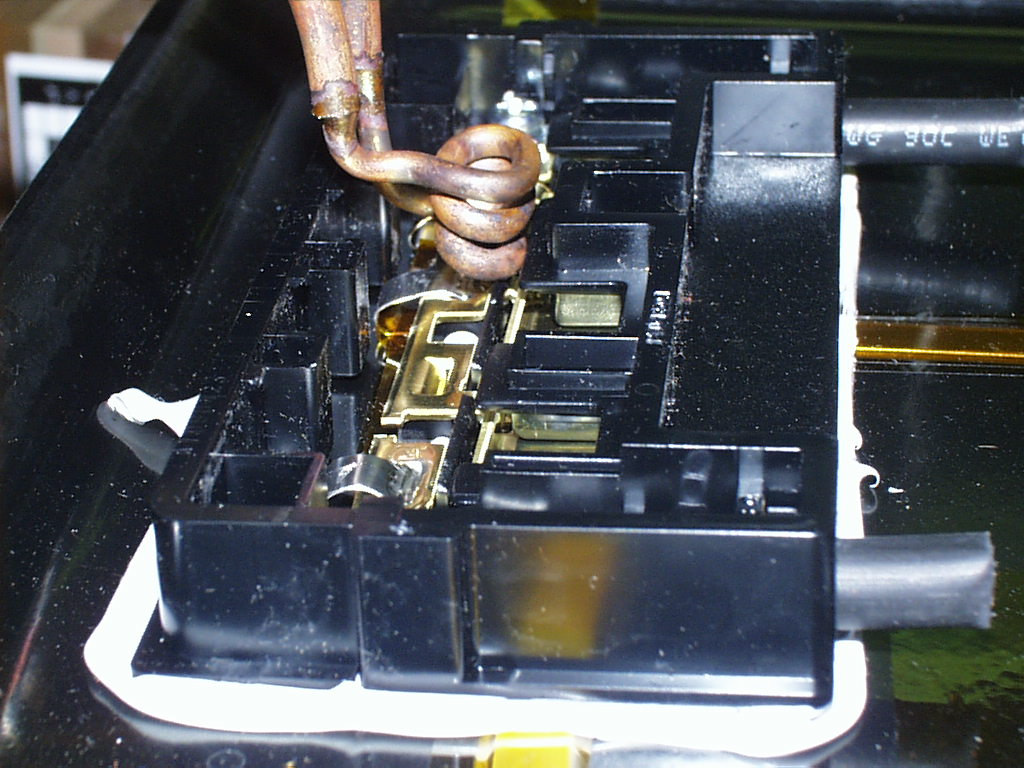
• Isang induction heating coil na partikular na idinisenyo at binuo para sa application na ito.
Proseso Ang isang dalawang likaw na likaw ay ginagamit upang maiinit ang bakal na mandrel sa 660ºF (371ºC) sa 2.7 segundo. Upang mabuo ang dulo ng catheter, ang kapangyarihan ng RF ay inilalapat habang ang catheter ay hawak sa mandrel. Pagkatapos ang tubing ay itulak sa mandrel upang bumuo ng isang pare-pareho, kahit na tip.
Mga Resulta / Mga Benepisyo Ang pagpainit ng induksiyon ay nagbibigay ng:
• Tumpak, repeatable application ng init
• Non-contact heating
• Mas mabilis na mga ikot ng cycle