Ang Brazing Copper Tubing na may Induction
paglalarawan
Layon
Nagpapakita pagtatalaga ng tungkod na tansong tubing at braze time gamit ang DW-UHF-10 kW system at magagamit na split lab coil

kagamitan
DW-UHF-10KW induction brazing machine
kagamitan
• Coping tubing - Suction Tube
• I-paste ang brilyante
Key Parameter
Lakas: 10 kW
Temperatura: Humigit-kumulang 1500 ° F (815 ° C)
Oras: 5 - 5.2 seg

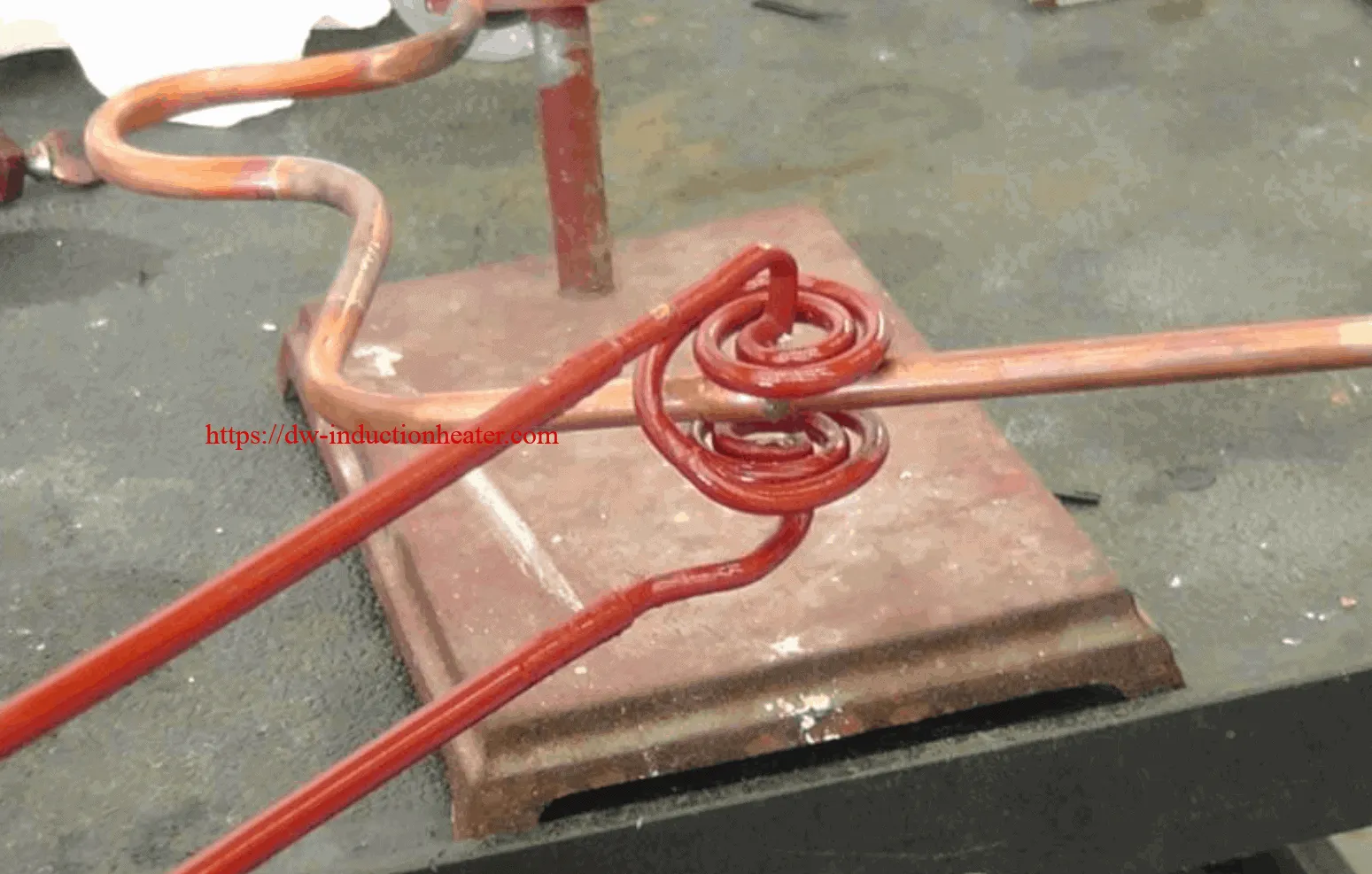
Proseso:
Tulad ng iisang pagpupulong na ibinigay para sa pagsubok, nag-set up kami ng isang pagsubok ng pag-load gamit ang isang mabibigat na pader 5/16 "set up ng tanso tulad ng isang tubo na tinanggap ang isa sa isang nabuo na bukas na flange end. Ang oras ng init ay tinatantya batay sa paggamit ng tempilaque pintura upang ipahiwatig ang temperatura. Ang pagpupulong ng pagsubok, (na sinusundan ng mga ibinigay na sangkap) ay nagtipon ng isang patong na 505 haluang metal na i-paste ang haluang metal at inilagay sa lab test coil sa bawat nakakabit na litrato) Isang heat cycle 5 - 5.2 segundo ay natagpuan na dumaloy sa haluang metal at gumawa ng kasukasuan .

Mga Resulta / Mga Benepisyo:
- Tulad ng ipinakita, ang modelo ng DW-UHF induction brazing system ay may kakayahang pag-init ng kapwa ang pinakamalaki at pinakamaliit na tubo sa mga seksyon ng tubo upang makumpleto ang isang brazed joint. Ang mga oras ng pag-init gamit ang isang magagamit na test coil ay nasa loob ng produksyon ng mga inaasahan sa oras ng init na kinakailangan ng Electrolux.
- Mangangailangan ang HLQ ng isang buong pagpupulong para sa pagsusuri upang mabuo ang pangwakas na disenyo ng coil na maaaring tumanggap ng lahat ng 12 mga kasukasuan na nakasaad sa iyong layout ng litrato. Kinakailangan na malaman at makita ang mga clearances sa pagitan ng mga koneksyon sa tubo upang ma-brazed at ang seksyon ng compressor ng bakal upang masiguro na ang pabahay ng bakal ay hindi apektado ng nagresultang patlang ng RF na nilikha sa load coil. Ang pangwakas na disenyo na ito ay maaaring mangailangan ng pagdaragdag ng mga ferrit na materyales sa coil na magsisilbing pokus sa patlang ng RF sa mga tanso na tanso at hindi sa pabahay ng bakal.
- Ang mga paunang pagsusuri ay nakumpleto sa DW-UHF-10kW na gumagamit ng isang magagamit na lab coil. Ang coil ng produksyon ay nakapaloob sa isang walang kondaktibong pabahay na magpapahintulot sa operator na gamitin ito upang mahanap ang likaw laban sa mga tanso na tanso para sa tumpak at positibong lokasyon ng pag-init para sa proseso ng braze. Ang disenyo ng coil ng produksyon ay isasama ang mas maiikling mga lead kaysa sa test coil at mai-configure na ang mga cycle ng init ay mapapabuti (mas maiikling oras ng pag-init).